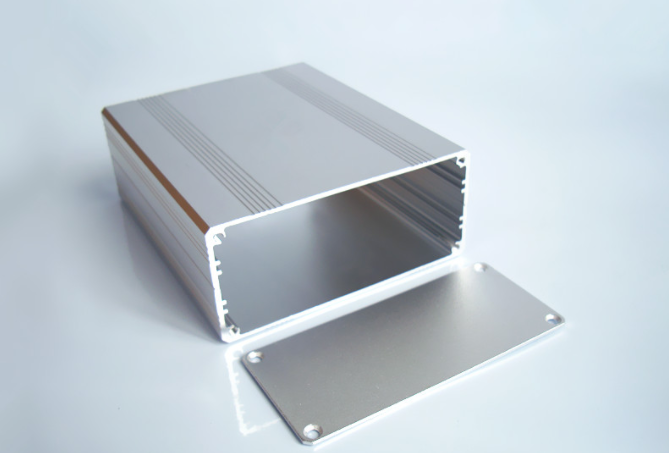
殼類加工工藝
2022-04-02外殼類鑄件擁有左右好幾個性能:四是制作處理游戲內容多,需頻繁換個數控內外、使刀具產生;第二是制作處理的精密度規定要求高,用數控內外數控車制作處理安全性能難絕對,且由技藝技術步奏長,資金缺乏導致周轉困難數次多,生孩子有效率難提高自己;三是樣式多樣化,且大一些為簿壁外殼,鑄件剛度系數差,較難裝夾。以液壓離合器外殼特征分析,普遍擁有輪轂的軸套孔、倒檔軸孔及二個大水平線、分析銷孔和合箱螺孔等,制作處理圖片尺寸上千個,的精密高的普遍也在IT6-IT9級,的表面模糊度為Ra0。8~3.2um水平線度、向下度為 0.05~0.1mm,向下度0.01~0.02mm同軸度、位置上度 0.05mm毫米等。普遍技藝技術步奏是銑相結合面→制作處理技藝技術孔和鏈接孔→粗鏜輪轂的軸套孔→精鏜輪轂的軸套孔和分析銷孔→洗掉→漏泄可靠性試驗加測。
查看詳情






 掃掃下,了解2016資迅
掃掃下,了解2016資迅